
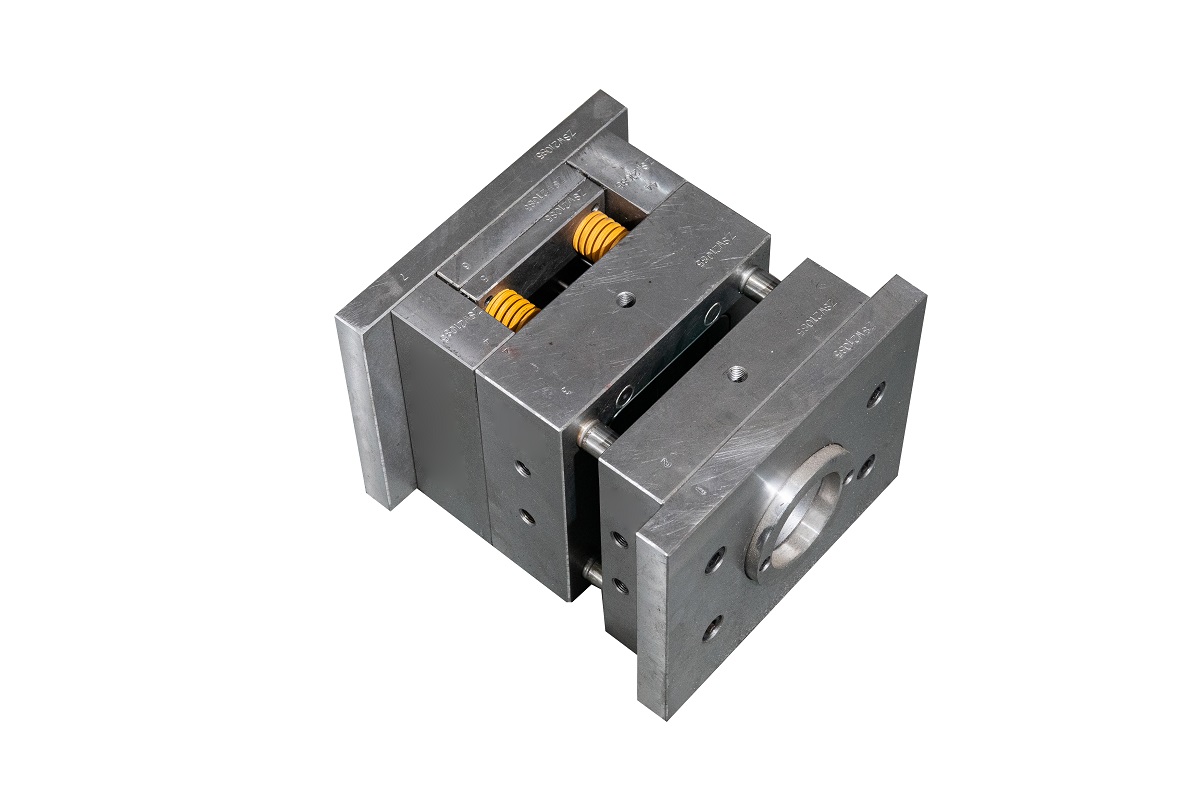
Kalupi za brizganjeso glavna procesna oprema za industrijsko proizvodnjo, uporaba kalupov za proizvodnjo plastičnih delov, z vrsto prednosti, kot so zagotavljanje učinkovitosti proizvodnje, enostavno zagotavljanje kakovosti, nizki proizvodni stroški, kalupi za brizganje se vse pogosteje uporabljajo v industrijski proizvodnji.Ker je najpomembnejši proces brizganja, kakovost njegovih kalupov neposredno vpliva na kakovost izdelkov, medtem ko proizvodni stroški kalupov predstavljajo velik delež razvojnih stroškov podjetij.Tako ima izboljšanje življenjske dobe/življenjske dobe kalupov za brizganje, da se zmanjšajo stroški plastičnih izdelkov, izboljša produktivnost podjetja in konkurenčnost.
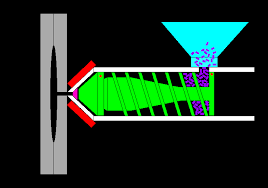
Postopek brizganja plastike je v glavnem plastične surovine v sodu stroja za brizganje po plastifikaciji s segrevanjem, v vijačnem pogonu stroja za brizganje, potem ko plastika doseže določeno temperaturo, z določenim pritiskom in hitrostjo skozi šobo stroja za brizganje v votlino kalupa in nato kalup po pritisku, hlajenje izdelka in odprite kalup ter dobite plastične dele.

Med postopkom brizganja mora površina kalupa prenesti pritisk, ko je kalup zaprt, pritisk taline plastike v votlini kalupa in vlečno silo, ko se kalup odpre, od tega tlak taline plastike. na votlini je najpomembnejša.Hkrati je treba plesen vzdrževati pri določenih temperaturnih pogojih, temperatura plesni mora poskušati doseči ciklične spremembe, zahteva kupca mora biti temperatura plesni visoka, kar lahko učinkovito zmanjša raztapljanje sledi in plastični deli izklopijo temperaturo plesni. mora biti nizka.V nasprotnem primeru bo deformacija izdelka relativno velika.V takšnih delovnih pogojih je kalup dovzeten za prekomerno deformacijo in zlom zaradi vroče in hladne utrujenosti, predvsem pod vplivom temperature in tlaka.
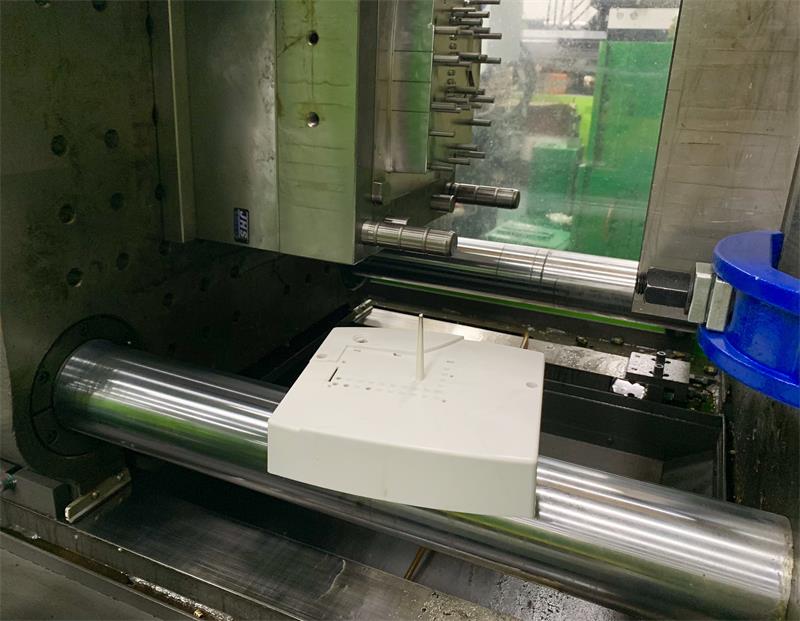
Plastika v procesu polnjenja kalupne votline, delov za oblikovanje plesni z visokotemperaturnim in visokotlačnim čiščenjem taline, tokovnega trenja, v procesu odstranjevanja izdelka iz kalupa, votline in jedra ter plastičnih delov v delovnem procesu je enostavno proizvesti trenje, kar povzroči pri pojavu obrabe plesni.Hkrati so zaradi pogostega odpiranja in zapiranja kalupa vodilni deli kalupa in deli za oblikovanje nagnjeni k obrabi in trganju, kar ima za posledico zrahljanje.


V procesu oblikovanja se nekatere plastike razgradijo pod visoko temperaturo in pritiskom, da nastanejo jedki plini, ki bodo zlahka korodirali in poškodovali površino kalupa, kar bo povzročilo poškodbe površine kalupa.
Ko proizvodnja kalupov za brizganje doseže določeno število, kakovost površine izdelka zaradi prekomerne obrabe kalupa ne more doseči zahtev, preliv izdelka in leteči rob sta resna, votline in jedra kalupa pa ni mogoče popraviti, življenjska doba kalupa poteče.Skupno število plastičnih delov, dokončanih preden kalup odpove, je znano tudi kot življenjska doba kalupa.
Čas objave: 26. julij 2022